Tork ve açıyı takip ederek işlem tekrarlarını en aza indirmek
Sıkma işlemi sırasında kaliteyi takip ederek ve böylece hataları hemen fark ederek montaj hattınızdaki geri çağırma ve işlem tekrarları ortadan kaldırılabilir.
Parça ve bileşenleri birbirine sabitlemenin yapıştırma, perçinleme, kaynak ve lehimleme gibi çeşitli yöntemleri vardır. Ancak parçaları birleştirmek için kullanılan en yaygın yöntem, bağlanacak parçaları bir somun ile veya doğrudan parçalardan birindeki dişli bir deliğe sabitlemek için vida kullanmaktır. Bu yöntemin avantajları tasarım ve montajın basit olması, parçaların kolayca ayrılabilmesi, üretkenlik ve nihayetinde MALİYETTİR!
Tork nasıl hesaplanır?
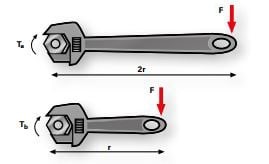
Sıkma torku, pratik açıdan normalde vidadaki ön gerilimi belirtmek için kullanılan kıstastır. Tork veya kuvvet momenti, vida sıkılırken dinamik olarak ya da sıktıktan sonra tork anahtarı ile kontrol ederek statik olarak ölçülebilir.
![]()
Tork nasıl ölçülür?
Tork ölçümleri iki ilkeden birine göre yapılır:
- Statik ölçümde sıkma işlemi tamamlandıktan sonra sıkma torku kontrol edilir
- Dinamik ölçümde tüm sıkma işlemi boyunca tork sürekli olarak ölçülür.
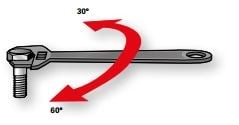
Sonuçta, kalite izleme yöntemlerinde geleneksel olarak tork ölçümü kullanılmıştır ve bu yöntemde sıkıştırma yükü oluşturulur. Ancak sıkma sonuçları sürtünmedeki veya parçalardaki değişkenliklerden de etkilenmektedir. Bu nedenle ikinci bir boyut (genellikle dönüş açısı) da ölçülmelidir. Tork ile açı kontrol ve takip edilerek eksik contalar, hatalı açılmış yivler, malzeme ile ilgili sorunlar ve operatör hataları gibi kusurlar tespit edilebilir. Sıkma işleminde kalite sağlayarak yüksek maliyetli geri çağırma, tamir ve garanti taleplerini en aza indirirsiniz ve değerli itibarınızın zarar görmesini önlersiniz.